- 10 szt.")





















































Prawidłowy dobór średnicy wiertła pod gwintownik to kluczowy etap wykonywania gwintów wewnętrznych. Zbyt mały otwór powoduje przeciążenie narzędzia i ryzyko złamania gwintownika, natomiast zbyt duży obniża jakość i wytrzymałość gwintu.
W tym poradniku przedstawiamy praktyczną tabelę doboru wierteł pod gwinty metryczne, wykorzystywaną w warsztatach ślusarskich, mechanicznych i produkcji przemysłowej.
Artykuł jest szczególnie przydatny dla osób wykonujących gwintowanie ręczne i maszynowe przy użyciu gwintowników HSS, zestawów gwintowników maszynowych oraz narzędzi do obróbki skrawaniem dostępnych w ofercie sklepu etomnar.pl.
🔩 Jak dobrać średnicę wiertła pod gwint?
Dla gwintów metrycznych obowiązuje prosta zasada:
Średnica wiertła ≈ średnica nominalna gwintu – skok gwintu
Przykład:
Gwint M8 × 1.25
8 mm – 1.25 mm = 6.75 mm → stosujemy wiertło Ø 6.8 mm
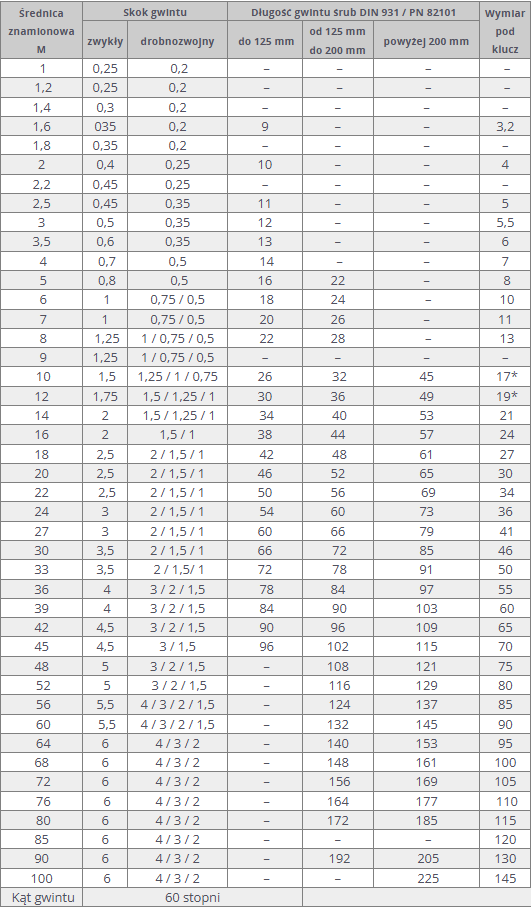
📊 TABELA DOBORU WIERTŁA POD GWINTOWNIKI METRYCZNE
| Gwint metryczny | Skok gwintu (mm) | Średnica wiertła (mm) |
|---|---|---|
| M3 | 0.5 | 2.5 |
| M4 | 0.7 | 3.3 |
| M5 | 0.8 | 4.2 |
| M6 | 1.0 | 5.0 |
| M7 | 1.0 | 6.0 |
| M8 | 1.25 | 6.8 |
| M9 | 1.25 | 7.8 |
| M10 | 1.5 | 8.5 |
| M11 | 1.5 | 9.5 |
| M12 | 1.75 | 10.2 |
| M14 | 2.0 | 12.0 |
| M16 | 2.0 | 14.0 |
| M18 | 2.5 | 15.5 |
| M20 | 2.5 | 17.5 |
| M22 | 2.5 | 19.5 |
| M24 | 3.0 | 21.0 |
🛠️ Gwintowanie ręczne a maszynowe – różnice w doborze
W praktyce warsztatowej stosuje się dwie metody:
🔹 Gwintowanie ręczne
-
stosowane przy naprawach i pracach jednostkowych
-
używa się kompletów 2–3 gwintowników (zgrubny, pośredni, wykańczający)
-
ważne jest dokładne osiowe prowadzenie narzędzia
🔹 Gwintowanie maszynowe
-
wykonywane na wiertarkach, frezarkach i centrach obróbczych
-
stosuje się gwintowniki maszynowe spiralne lub prostoliniowe
-
kluczowe znaczenie ma prawidłowa średnica wiertła oraz chłodzenie
W obu przypadkach nieprawidłowy dobór wiertła prowadzi do:
✔ zbyt dużych oporów skrawania
✔ szybkiego zużycia gwintownika
✔ zerwania narzędzia w otworze
⚙️ Wskazówki praktyczne dla warsztatu
✔ Do stali konstrukcyjnej stosuj wiertła HSS lub HSS-Co
✔ Do stali nierdzewnej i twardych materiałów używaj gwintowników kobaltowych
✔ Przy gwintowaniu maszynowym zawsze stosuj chłodziwo lub olej do gwintowania
✔ Przy otworach nieprzelotowych wybieraj gwintowniki z rowkiem spiralnym
🧰 Najczęściej stosowane zestawy warsztatowe
W pracy warsztatowej najczęściej wykorzystuje się:
-
zestawy gwintowników i narzynek metrycznych
-
komplety wierteł HSS w zakresie 1–13 mm
-
zestawy wierteł pod gwinty drobnozwojne i zwykłe
Takie rozwiązania pozwalają szybko dobrać odpowiednie narzędzie do średnicy gwintu i materiału obrabianego.
📌 Dlaczego prawidłowy dobór wiertła jest tak ważny?
Nieprawidłowa średnica otworu pod gwint może powodować:
❌ zbyt płytki gwint – niska wytrzymałość połączenia
❌ nadmierne tarcie – ryzyko złamania gwintownika
❌ problemy z wkręceniem śruby
❌ uszkodzenie detalu
Dlatego tabele doboru wierteł pod gwint to podstawowe narzędzie pracy każdego mechanika i ślusarza.