

















 - 10 szt.")
 - 10 szt.")




















































Tokarki do metalu – ranking, dobór parametrów i najlepsze modele FERVI do warsztatu i produkcji
Tokarka do metalu to jedna z najważniejszych obrabiarek w każdym warsztacie ślusarskim, zakładzie mechanicznym i hali produkcyjnej. Umożliwia toczenie wałków, wiercenie, gwintowanie, planowanie czół i obróbkę powierzchni cylindrycznych z dokładnością do 0,01 mm — operacje, których żadne inne urządzenie warsztatowe nie zastąpi. Jednak wybór odpowiedniej tokarki to decyzja na lata — błąd przy zakupie oznacza albo maszynę zbyt małą do zleceń, albo kosztowne nadmiarowe wyposażenie zamrażające kapitał.
Ten poradnik to kompletny przewodnik po doboru tokarek do metalu — od mini tokarek stołowych przez tokarki warsztatowe FERVI 0716S po przemysłowe tokarki z głowicą przekładniową i odczytem cyfrowym DRO. Omówimy wszystkie kluczowe parametry techniczne, pokażemy tabele doboru dla różnych zastosowań i przedstawimy pełny ranking modeli dostępnych w ofercie TOMNAR.
Spis treści
- Co to jest tokarka do metalu i do czego służy?
- Typy tokarek – przegląd konstrukcji
- Parametry doboru tokarki – co sprawdzić przed zakupem
- Kompletna tabela doboru tokarki do zastosowania
- Tokarka 230V czy 400V? Kiedy wybrać które zasilanie?
- Ranking tokarek FERVI – TOP modele w TOMNAR
- Tokarka FERVI – seria podstawowa (warsztatowa)
- Tokarka równoległa FERVI – dobór i zastosowania
- Tokarka z przekładnią zębatą FERVI – seria T700/T750/T900/T998
- Tokarka z głowicą przekładniową i odczytem DRO – seria T080/T085/T094/T095
- Tokarka do drewna FERVI – kiedy wybrać?
- Tokarka do warsztatu – optymalna konfiguracja
- Tokarka do produkcji seryjnej
- Tokarka precyzyjna i tokarko-frezarka
- Materiały obrabiane na tokarce – stal, aluminium, mosiądz, żeliwo
- Narzędzia tokarskie i oprzyrządowanie
- Najczęstsze błędy przy zakupie tokarki
- Bezpieczeństwo pracy na tokarce
- Konserwacja tokarki – harmonogram czynności serwisowych
- Najczęściej zadawane pytania (FAQ)
- Tabela modeli tokarek FERVI w TOMNAR – zestawienie i linki
- Tokarki do metalu w TOMNAR – dlaczego warto?
1. Co to jest tokarka do metalu i do czego służy?
Tokarka do metalu (ang. metal lathe) to obrabiarka skrawająca, w której obrabiany przedmiot obraca się wokół własnej osi, a narzędzie skrawające (nóż tokarski) przesuwa się wzdłuż lub prostopadle do tej osi, usuwając materiał i nadając detale żądany kształt. Tokarka to jedna z najstarszych i najważniejszych obrabiarek w historii przemysłu — jej zasada działania nie zmieniła się od ponad 200 lat, zmienił się natomiast stopień precyzji, automatyzacji i zakresu operacji.
Co można wykonać na tokarce do metalu?
- Toczenie zewnętrzne — obróbka powierzchni walcowych, stożkowych i kształtowych na zewnątrz detalu. Podstawowa operacja tokarska: wałki, trzpienie, osie, śruby, sworznie
- Toczenie wewnętrzne (wytaczanie) — obróbka otworów cylindrycznych i stożkowych od wewnątrz. Tuleje, gniazda łożysk, cylindry
- Planowanie czół — obróbka płaszczyzn prostopadłych do osi obrotu. Wyrównanie końców wałków, pierścieni i tarcz
- Wiercenie osiowe — wiercenie otworów wzdłuż osi obrotu za pomocą wiertła mocowanego w koniu. Otwory centralne, otwory przelotowe w wałkach
- Gwintowanie — wykonywanie gwintów zewnętrznych nożem tokarskim lub gwintownikiem oraz gwintów wewnętrznych. Śruby, nakrętki, złączki, oprawki
- Przecinanie — odcinanie gotowych elementów od pręta materiałowego nożem przecinakiem. Szybkie seryjne wykonywanie pierścieni, krążków i dystansów
- Radełkowanie — wykonywanie radełkowanej powierzchni (wzoru diamentowego lub prostego) dla poprawienia chwytu ręcznego. Pokrętła, uchwyty, śruby ręczne
- Toczenie stożków — przez przekręcenie sań górnych lub przesunięcie konika. Stożki Morse'a, gniazda zaworów, elementy precyzyjne
Tokarka a inne obrabiarki – czego tokarka nie zastąpi
Tokarka jest niezastąpiona przy obróbce elementów obrotowo-symetrycznych — wałków, tulei, kół zębatych, pierścieni. Nie zastąpi natomiast:
- Frezarki — przy obróbce płaszczyzn, rowków wpustowych, wieloboczników i kształtów nieobrotowych
- Szlifierki — przy obróbce wykończeniowej Ra poniżej 0,8 μm i tolerancjach IT6–IT5
- Wiertarki stołowej lub kolumnowej — przy wierceniu otworów poza osią obrotu lub w elementach płaskich
2. Typy tokarek – przegląd konstrukcji
Tokarka kłowa (równoległa)
Tokarka kłowa równoległa (ang. engine lathe, centre lathe) to najpopularniejszy typ tokarki w warsztatach i zakładach produkcyjnych. Przedmiot obrabiany jest mocowany między kłami wrzeciennika i konika lub w uchwycie trójszczękowym. Sanie poprzeczne i wzdłużne sterowane ręcznie lub mechanicznie (posuw automatyczny z wału pociągowego). Wrzeciono napędzane silnikiem elektrycznym przez skrzynię prędkości (przekładnia pasowa lub zębata).
Tokarki kłowe równoległe dostępne w ofercie TOMNAR to:
- Tokarka FERVI – model warsztatowy
- Tokarka równoległa FERVI – wersja standard
- Tokarka równoległa FERVI – wersja rozszerzona
Tokarka z przekładnią zębatą (gear head lathe)
Tokarka z przekładnią zębatą (ang. gear head lathe) to wersja profesjonalna tokarki kłowej, w której skrzynię pasową zastąpiono przekładnią zębatą. Zalety: wyższy moment obrotowy przy niskich prędkościach (kluczowy przy toczeniu stali twardej i żeliwa), cicha praca, większa trwałość napędu, brak paska do wymiany. Przekładnia zębata jest standardem w tokarkach przemysłowych i wysokiej klasy warsztatowych.
Modele z przekładnią zębatą w TOMNAR:
- Tokarka z przekładnią zębatą T700 — 230V, dystans między kłami 700 mm
- Tokarka z przekładnią zębatą T750 — 230V, dystans między kłami 750 mm
- Tokarka z przekładnią zębatą T900 — 230V, dystans między kłami 900 mm
- Tokarka z przekładnią T998/230V — dystans między kłami 998 mm, zasilanie 230V
- Tokarka z przekładnią T998/400V — dystans między kłami 998 mm, zasilanie 400V
Tokarka z głowicą przekładniową i odczytem cyfrowym (DRO)
Najwyższa klasa tokarek warsztatowych i przemysłowych. Odczyt cyfrowy DRO (ang. Digital Read-Out) wyświetla aktualną pozycję sań z dokładnością 0,001 mm — eliminuje konieczność liczenia działek na podziałkach sań i drastycznie redukuje błędy wymiarowe. Standard w produkcji seryjnej i przy pracy z tolerancjami poniżej 0,05 mm.
Modele z DRO w TOMNAR:
Tokarko-frezarka
Tokarko-frezarka to maszyna łącząca funkcje tokarki i frezarki w jednej jednostce. Pozwala na obróbkę toczną, frezowanie płaszczyzn i rowków, wiercenie otworów poza osią — bez przekładania przedmiotu między maszynami. Idealna dla małych warsztatów z ograniczoną przestrzenią i zróżnicowanym profilem zleceń.
- Tokarko-frezarka FERVI — dostępna w ofercie TOMNAR
Tokarka do drewna
Konstrukcyjnie podobna do tokarki do metalu, ale zoptymalizowana pod obróbkę drewna — wyższe prędkości wrzeciona (1000–3000 obr/min), brak chłodziwa, uchwyt do drewna zamiast uchwytu trójszczękowego. Nie nadaje się do metalu.
- Tokarka do drewna FERVI — do obróbki drewna, plastiku i tworzyw miękkich
3. Parametry doboru tokarki – co sprawdzić przed zakupem
Dobór tokarki wymaga precyzyjnego określenia parametrów roboczych. Poniżej omówienie wszystkich kluczowych parametrów z wyjaśnieniem ich praktycznego znaczenia:
Wysokość kłów nad łożem (mm) – najważniejszy parametr
Wysokość kłów nad łożem (ang. swing over bed) określa maksymalny promień obrabianego przedmiotu — czyli połowę maksymalnej średnicy detalu, który zmieści się nad łożem tokarki. Tokarka z wysokością kłów 165 mm może toczyć detale o maksymalnej średnicy 330 mm.
Drugi powiązany parametr to wysokość kłów nad saniami poprzecznymi (ang. swing over cross slide) — jest zawsze mniejsza niż wysokość nad łożem i określa maksymalną średnicę detalu podczas toczenia z użyciem sań. Typowo o 60–80 mm mniejsza niż wysokość nad łożem.
| Wysokość kłów nad łożem | Max. średnica detalu | Typowe zastosowanie |
|---|---|---|
| do 125 mm | do 250 mm | Mini tokarki, modelarstwo, precyzyjne elementy małe |
| 150–175 mm | 300–350 mm | Tokarki warsztatowe standardowe – ślusarnia, serwis |
| 200–230 mm | 400–460 mm | Tokarki warsztatowe ciężkie – produkcja, narzędziownia |
| 250–300 mm | 500–600 mm | Tokarki przemysłowe – wały, bębny, duże detale |
| powyżej 300 mm | 600+ mm | Tokarki ciężkie – przemysł maszynowy, energetyka |
Odległość między kłami (mm) – maksymalna długość detalu
Odległość między kłami (ang. distance between centres) to maksymalna długość detalu, który można zamocować między kłem wrzeciennika a kłem konika. Tokarka z odległością 750 mm może toczyć wałki o długości do ok. 700 mm (przy uwzględnieniu mocowania w uchwycie i długości kła konika).
Modele FERVI dostępne w TOMNAR mają odległości między kłami: 700 mm, 750 mm, 900 mm, 998 mm — szczegóły w tabeli modeli.
Zakres prędkości wrzeciona (obr/min)
Prędkość wrzeciona dobiera się do średnicy i materiału obrabianego detalu według wzoru na prędkość skrawania: n = (1000 × Vc) / (π × d), gdzie Vc to prędkość skrawania w m/min, d to średnica detalu w mm.
| Materiał | Prędkość skrawania Vc (m/min) | Prędkość wrzeciona przy Ø50 mm | Prędkość wrzeciona przy Ø200 mm |
|---|---|---|---|
| Aluminium | 100–400 m/min | 640–2500 obr/min | 160–640 obr/min |
| Mosiądz | 60–200 m/min | 380–1270 obr/min | 95–320 obr/min |
| Stal S235 (miękka) | 60–150 m/min | 380–950 obr/min | 95–240 obr/min |
| Stal S355 (konstrukcyjna) | 40–100 m/min | 255–640 obr/min | 64–160 obr/min |
| Stal narzędziowa (NC6, NC11) | 20–60 m/min | 127–380 obr/min | 32–95 obr/min |
| Żeliwo szare | 30–80 m/min | 190–510 obr/min | 48–127 obr/min |
| Tworzywa sztuczne (PA, PTFE) | 100–300 m/min | 640–1900 obr/min | 160–480 obr/min |
Moc silnika (kW)
Moc silnika tokarki decyduje o głębokości skrawania i posuwu przy toczeniu zgrubnym twardych materiałów. Przy toczeniu wykończeniowym (małe naddatki) moc silnika ma mniejsze znaczenie niż sztywność maszyny i precyzja prowadnic.
- 0,5–0,75 kW — mini tokarki stołowe, modelarstwo, małe elementy do Ø80 mm
- 0,75–1,5 kW — tokarki warsztatowe lekkie, ślusarnia, serwis, elementy do Ø200 mm
- 1,5–3,0 kW — tokarki warsztatowe ciężkie, produkcja seryjna lekka, elementy do Ø350 mm
- 3,0–7,5 kW — tokarki przemysłowe, duże detale, żeliwo i stale twarde
- powyżej 7,5 kW — tokarki ciężkie, produkcja przemysłowa, wały i bębny
Gwint wrzeciona i rozmiar stożka Morse'a
Gwint wrzeciona (np. M33×3,5, M38×4, M52×4) określa, jakie uchwyty i tarcze można bezpośrednio zamontować. Sprawdź gwint wrzeciona przed zakupem uchwytów uzupełniających — niekompatybilny gwint wymaga adaptera lub wymiany uchwytu. Stożek Morse'a w wrzecienniku i koniku (MT2, MT3, MT4, MT5) określa kompatybilność z wiertłami, centrami i narzędziami na stożek Morse'a.
Skok śruby pociągowej i zakres gwintów
Tokarki z mechanizmem gwintowania (śruba pociągowa + skrzynka posuwów) umożliwiają toczenie gwintów metrycznych, calowych i modułowych. Sprawdź, czy tokarka ma tabelę gwintów na tabliczce znamionowej i czy obejmuje gwint, który najczęściej stosujesz. Standard europejski: gwint metryczny M od M0,5 do M14. W serwisach obsługujących maszyny amerykańskie i brytyjskie konieczna jest obsługa gwintów UNC/UNF i BSW (calowych).
4. Kompletna tabela doboru tokarki do zastosowania
| Zastosowanie | Max. Ø detalu | Max. długość | Materiały | Typ tokarki | Moc silnika | Zasilanie |
|---|---|---|---|---|---|---|
| Ślusarnia lekka / serwis | do 300 mm | do 700 mm | Stal S235, aluminium, mosiądz | Tokarka warsztatowa równoległa | 0,75–1,5 kW | 230V |
| Ślusarnia ogólna | do 350 mm | do 1000 mm | Stal S235/S355, żeliwo, aluminium | Tokarka z przekładnią zębatą | 1,5–2,2 kW | 230V lub 400V |
| Narzędziownia / prototypy | do 400 mm | do 1000 mm | Stale narzędziowe, nierdzewka, żeliwo | Tokarka z przekładnią + DRO | 2,2–3,0 kW | 400V |
| Produkcja seryjna lekka | do 350 mm | do 1000 mm | Stal S235/S355, aluminium | Tokarka z głowicą przekładniową + DRO | 2,2–3,0 kW | 400V |
| Serwis maszyn rolniczych | do 460 mm | do 1500 mm | Stal S355, żeliwo, stale twarde | Tokarka przemysłowa z DRO | 3,0–5,5 kW | 400V |
| Warsztat wielofunkcyjny (mała przestrzeń) | do 300 mm | do 700 mm | Stal, aluminium, tworzywa | Tokarko-frezarka | 0,75–1,5 kW | 230V |
| Obróbka drewna i tworzyw | do 300 mm | do 900 mm | Drewno, MDF, tworzywa miękkie | Tokarka do drewna | 0,5–1,1 kW | 230V |
5. Tokarka 230V czy 400V? Kiedy wybrać które zasilanie?
Wybór zasilania to jedna z pierwszych decyzji przy zakupie tokarki — i jedna z najczęściej pomijanych przy planowaniu wyposażenia warsztatu. Błędny wybór oznacza albo kosztowną instalację elektryczną, albo maszynę, która nie daje rady z ciężkimi zleceniami.
Tokarki 230V (jednofazowe)
- Zalety: podłączenie do standardowego gniazdka 230V, brak wymogu instalacji trójfazowej, możliwość pracy w warsztacie domowym i garażu
- Ograniczenia: praktyczny limit mocy silnika to 1,5–2,2 kW. Powyżej tej mocy prąd rozruchowy silnika przekracza możliwości standardowego bezpiecznika 16A. Przy pracy z twardymi materiałami (stal S355, żeliwo) i dużymi naddatkami silnik 230V może się przeciążać
- Dla kogo: warsztat domowy, ślusarnia lekka, serwis z ograniczoną instalacją elektryczną, modelarnia
Modele 230V w TOMNAR:
- Tokarka FERVI warsztatowa 230V
- Tokarka równoległa FERVI 230V
- Tokarka z przekładnią T700/230V
- Tokarka z przekładnią T750/230V
- Tokarka z przekładnią T900/230V
- Tokarka z przekładnią T998/230V
- Tokarka z Głowicą T997/230V
- Tokarka z Głowicą i DRO T080/230V
- Tokarka z Głowicą i DRO T085/230V
- Tokarka z Głowicą i DRO T094/230V
- Tokarka z Głowicą i DRO T095/230V
Tokarki 400V (trójfazowe)
- Zalety: wyższy moment obrotowy przy rozruchu, możliwość stosowania silników o mocy 2,2–7,5 kW i więcej, spokojniejsza praca przy dużych naddatach, lepsza wydajność przy długich seriach produkcyjnych
- Ograniczenia: wymaga instalacji trójfazowej TN-S lub TT z wyłącznikiem różnicowoprądowym klasy B. Brak instalacji trójfazowej w warsztacie domowym i garażu to blokujące ograniczenie
- Dla kogo: ślusarnia zawodowa, narzędziownia, produkcja seryjna, serwis maszyn z instalacją 400V
Modele 400V w TOMNAR:
- Tokarka równoległa FERVI 400V
- Tokarka z przekładnią T998/400V
- Tokarka z Głowicą T997/400V
- Tokarka z Głowicą T069/400V
- Tokarka z Głowicą i DRO T080/400V
- Tokarka z Głowicą i DRO T085/400V
- Tokarka z Głowicą i DRO T094/400V
- Tokarka z Głowicą i DRO T095/400V
6. Ranking tokarek FERVI – TOP modele w TOMNAR
Ranking oparty na parametrach technicznych, wszechstronności zastosowań i stosunku możliwości do ceny. Wszystkie modele dostępne w ofercie TOMNAR.
Miejsce 1 – Tokarka z Głowicą i DRO T085 (230V lub 400V)
Tokarka FERVI T085 to lider rankingu dla warsztatu zawodowego i narzędziowni — połączenie przekładni zębatej, odczytu cyfrowego DRO i szerokiego zakresu prędkości. Precyzja do 0,001 mm dzięki liniałom DRO eliminuje błędy odczytu sań. Dostępna w wersji 230V i 400V.
Miejsce 2 – Tokarka z Głowicą i DRO T094 (230V lub 400V)
Tokarka FERVI T094 to model o zwiększonym rozstawie między kłami — dla warsztatów toczących długie wałki i trzpienie. Głowica przekładniowa zapewnia wysoki moment przy niskich prędkościach (kluczowy przy gwintowaniu i toczeniu stali narzędziowej). Wersja 230V i 400V.
Miejsce 3 – Tokarka z przekładnią T998 (230V lub 400V)
Tokarka FERVI T998 to najlepszy wybór dla ślusarni ogólnej potrzebującej solidnej maszyny z przekładnią zębatą bez DRO — niższa cena niż seria T080/T085/T094, a przy tym pełna przekładnia zębata zamiast napędu pasowego. Dystans między kłami 998 mm obsługuje elementy do ok. 950 mm długości. Dostępna w wersji 230V i 400V.
Miejsce 4 – Tokarka z Głowicą Przekładniową T997 (230V lub 400V)
Tokarka FERVI T997 to model przemysłowy z głowicą przekładniową bez DRO — dla warsztatów, które nie potrzebują odczytu cyfrowego, ale wymagają wysokiego momentu i trwałości napędu. Szeroki zakres prędkości wrzeciona i pełna skrzynka posuwów do gwintowania. Wersja 230V i 400V.
Miejsce 5 – Tokarka z przekładnią T900 (230V)
Tokarka FERVI T900 to model o dystansie między kłami 900 mm w przystępniejszej cenie niż T998. Idealna dla ślusarni obsługującej elementy do 850 mm długości i średnicach do 320 mm. Przekładnia zębata zamiast paska — wyższy moment i brak konserwacji napędu pasowego. Dostępna w wersji 230V w TOMNAR.
Miejsce 6 – Tokarka równoległa FERVI (230V i 400V)
Tokarka równoległa FERVI to klasyczna tokarka kłowa z napędem pasowym — niższy koszt zakupu przy solidnych parametrach roboczych. Optymalna dla warsztatu o niższym budżecie i lżejszym profilu zleceń (aluminium, mosiądz, stal miękka S235). Wersja 230V i 400V.
Miejsce 7 – Tokarko-frezarka FERVI
Tokarko-frezarka FERVI to maszyna dla małego warsztatu wielofunkcyjnego — łączy tokarkę, frezarkę i wiertarkę w jednej jednostce. Brak miejsca na dwie osobne maszyny? Tokarko-frezarka FERVI to optymalne rozwiązanie dla serwisu, szkoły zawodowej i hobbysty zaawansowanego.
Miejsce 8 – Tokarka do drewna FERVI
Tokarka do drewna FERVI wyróżnia się wysokimi prędkościami wrzeciona (do 3000 obr/min) i zestawem dłut tokarskich — optymalnym dla obróbki drewna, MDF i tworzyw miękkich. Nie nadaje się do metalu. Tokarka do drewna FERVI w TOMNAR — dla stolarzy i rzemieślników drzewnych.
7. Tokarka FERVI – seria podstawowa (warsztatowa)
Tokarka FERVI z serii podstawowej to punkt wejścia do profesjonalnej obróbki tocznej dla warsztatu ślusarskiego i serwisu. Napęd pasowy wielostopniowy, skrzynka posuwów do gwintowania metryskiego, uchwyt trójszczękowy samocentrujący w standardzie. Zasilanie 230V — podłączenie do standardowej instalacji bez konieczności trójfazówki.
Dla kogo jest tokarka FERVI serii podstawowej?
- Ślusarnia lekka — toczenie elementów ze stali S235, aluminium i mosiądzu do Ø250–300 mm
- Serwis maszyn rolniczych i budowlanych — naprawa sworzni, tulei i kołnierzy bez zlecania zewnętrznego
- Warsztat samochodowy — toczenie tulei zawieszenia, sworzni kierowniczych, adapterów i dystansów
- Szkoła zawodowa — nauka podstaw toczenia bez dużego budżetu na wyposażenie pracowni
Sprawdź aktualną dostępność i cenę: Tokarka FERVI warsztatowa – TOMNAR
8. Tokarka równoległa FERVI – dobór i zastosowania
Tokarka równoległa FERVI to klasyczna obrabiarka kłowa drugiej generacji — solidniejsza rama i większy rozstaw między kłami niż seria podstawowa, przy zachowaniu przystępnej ceny. Dostępna w wersji 230V dla warsztatów bez trójfazówki oraz w wersji 400V dla ślusarni zawodowych z pełną instalacją elektryczną.
Tokarka równoległa 230V vs 400V – kiedy wybrać którą?
| Parametr | Tokarka równoległa 230V | Tokarka równoległa 400V |
|---|---|---|
| Wymagana instalacja | Standardowe gniazdko 230V / 16A | Instalacja trójfazowa 400V / 16A |
| Moc silnika | do 1,5 kW | do 2,2 kW i więcej |
| Moment obrotowy | Standardowy | Wyższy — lepszy przy grubych wiórkach |
| Zastosowanie | Warsztat domowy, ślusarnia lekka, serwis | Ślusarnia zawodowa, produkcja seryjna |
| Link do produktu | Tokarka równoległa 230V | Tokarka równoległa 400V |
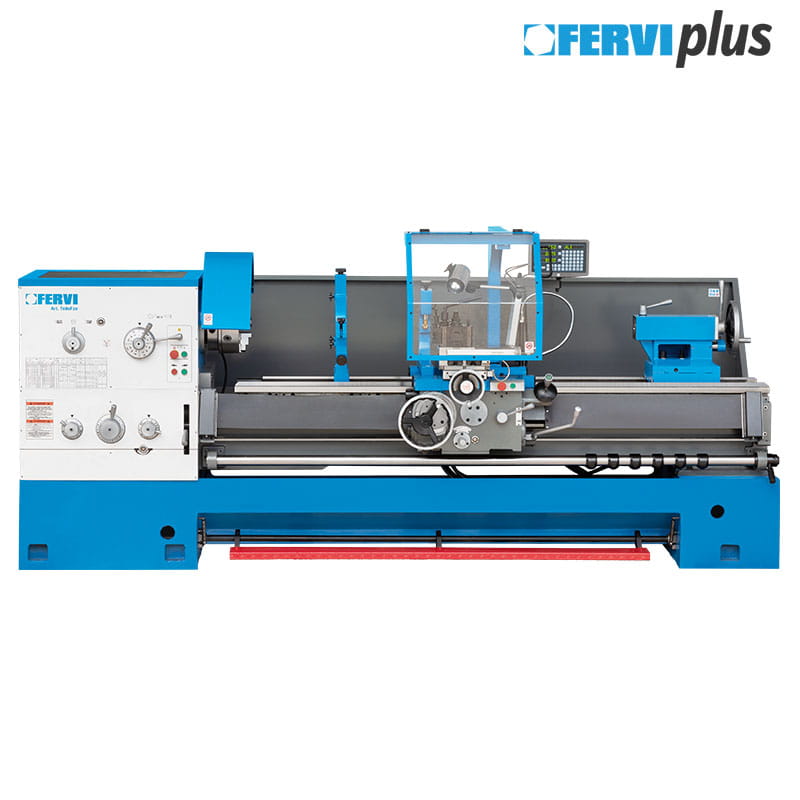
9. Tokarka z przekładnią zębatą FERVI – seria T700/T750/T900/T998
Seria tokarek FERVI z przekładnią zębatą to jakościowy skok ponad tokarki z napędem pasowym. Przekładnia zębata zamiast paska klinowego oznacza: wyższy moment obrotowy przy niskich prędkościach, brak konserwacji i wymiany paska, cichsza praca i wyższa trwałość napędu przy intensywnej eksploatacji. To standard w tokarkach przemysłowych — dostępny teraz w maszynach warsztatowych FERVI.
Porównanie modeli serii z przekładnią zębatą
| Model | Dystans między kłami | Zasilanie | Dla kogo | Link |
|---|---|---|---|---|
| T700 | 700 mm | 230V | Ślusarnia lekka, serwis, elementy do 650 mm | Tokarka T700 – TOMNAR |
| T750 | 750 mm | 230V | Ślusarnia ogólna, elementy do 700 mm | Tokarka T750 – TOMNAR |
| T900 | 900 mm | 230V | Ślusarnia ogólna, dłuższe wałki do 850 mm | Tokarka T900 – TOMNAR |
| T998/230V | 998 mm | 230V | Ślusarnia ciężka, serwis maszyn, elementy do 950 mm | Tokarka T998/230V – TOMNAR |
| T998/400V | 998 mm | 400V | Produkcja seryjna, ślusarnia z instalacją trójfazową | Tokarka T998/400V – TOMNAR |
Dlaczego przekładnia zębata jest lepsza od pasowej?
- Wyższy moment przy niskich prędkościach — kluczowy przy gwintowaniu (niska prędkość + wysoki moment) i toczeniu zgrubnym stali twardej
- Brak paska do wymiany — pasek klinowy w tokarkach warsztatowych wymaga wymiany co 500–1000 godzin pracy. Przekładnia zębata pracuje bez wymiany przez 10–20 lat przy prawidłowej konserwacji
- Cichsza praca przy pełnym obciążeniu Kontynuuję od miejsca gdzie skończyłem — sekcja 9 (dokończenie) i dalej: ```html
- Cichsza praca przy pełnym obciążeniu — pasek klinowy przy dużym obciążeniu generuje drgania i hałas. Przekładnia zębata pracuje jednostajnie niezależnie od obciążenia
- Lepsza powtarzalność prędkości wrzeciona — pasek traci napięcie z czasem i ślizga się przy szczytowym obciążeniu. Przekładnia zębata zapewnia stałą prędkość wrzeciona niezależnie od momentu obciążającego
10. Tokarka z głowicą przekładniową i odczytem DRO – seria T080/T085/T094/T095
Seria tokarek FERVI z odczytem cyfrowym DRO to szczyt oferty warsztatowej w TOMNAR. Odczyt DRO (Digital Read-Out) to system liniałów optycznych zamontowanych na saniach wzdłużnych i poprzecznych, wyświetlający aktualną pozycję z dokładnością 0,001 mm. Eliminuje konieczność liczenia obrotów pokręteł podziałek sań — operator wpisuje wymiar docelowy i toczy do wyświetlonego zera.
Co daje odczyt DRO w praktyce?
- Eliminacja błędów odczytu podziałki — standardowa podziałka sań ma działkę 0,02–0,05 mm. DRO pokazuje pozycję z dokładnością 0,001 mm — różnica 20–50× przy precyzyjnych operacjach
- Skrócenie czasu obróbki — brak konieczności liczenia obrotów pokręteł przy każdym przejściu skrawającym. Przy produkcji seryjnej 20–30% szybsza praca w porównaniu do tokarki bez DRO
- Powtarzalność seryjna — przy produkcji 50 identycznych elementów DRO zapewnia identyczne wymiary każdego detalu bez ponownego pomiaru suwmiarką po każdym przejściu
- Funkcje obliczeniowe — większość systemów DRO ma wbudowane kalkulatory: średnica → prędkość wrzeciona, rozwinięcie gwintu, kąt stożka. Eliminuje obliczenia ręczne przy każdym ustawieniu11. Tokarka do drewna FERVI – kiedy wybrać?
Tokarka do drewna FERVI to specjalistyczna obrabiarka do obróbki drewna, MDF, sklejki i tworzyw miękkich metodą toczenia. Różni się od tokarki do metalu w kilku kluczowych aspektach:
| Cecha | Tokarka do drewna | Tokarka do metalu |
|---|---|---|
| Prędkość wrzeciona | 500–3000+ obr/min | 50–2000 obr/min |
| Narzędzia skrawające | Dłuta tokarskie trzymane ręcznie | Noże tokarskie mocowane w imaku |
| Mocowanie detalu | Uchwyt do drewna / kły wkręcane | Uchwyt trójszczękowy / kły stożkowe |
| Chłodziwo | Nie stosuje się | Zalecane przy stali i żeliwie |
| Materiał | Drewno, MDF, tworzywa miękkie | Stal, aluminium, mosiądz, żeliwo, tworzywa twarde |
| Obróbka metalu | NIE — nie nadaje się | TAK — podstawowe zastosowanie |
Tokarka do drewna FERVI jest właściwym wyborem dla stolarza, rzemieślnika i szkoły stolarskiej. Nie kupuj tokarki do drewna z zamiarem obróbki metalu — konstrukcja wrzeciennika, łożysk i sań nie jest przystosowana do sił skrawania przy obróbce metalu. Szczegóły i dostępność: Tokarka do drewna FERVI – TOMNAR.
12. Tokarka do warsztatu – optymalna konfiguracja
Dla warsztatu ślusarskiego obsługującego różnorodne zlecenia optymalna konfiguracja tokarki to:
- Wysokość kłów nad łożem: 165–200 mm — pokrywa 95% elementów spotykanych w warsztacie ogólnym (wałki, tuleje, sworznie, koła pasowe do Ø350 mm)
- Dystans między kłami: 750–1000 mm — obsługuje wałki i śruby pociągowe do 950 mm bez konieczności pracy z podtrzymką
- Przekładnia zębata — wyższy moment przy gwintowaniu i toczeniu stali S355 bez przeciążania silnika
- Skrzynka posuwów z zakresem gwintów M1–M14 — pokrywa wszystkie typowe gwinty metryczne bez konieczności wymiany kół zmianowych
- Uchwyt trójszczękowy samocentrujący Ø200–250 mm — w standardzie lub w zestawie
- Zasilanie 230V lub 400V — zależnie od instalacji elektrycznej w warsztacie
Modele spełniające te kryteria w TOMNAR:
- Tokarka z przekładnią T900 — optymalna dla warsztatu bez DRO
- Tokarka z przekładnią T998/230V — większy rozstaw dla długich elementów
- Tokarka z głowicą i DRO T085/230V — jeśli precyzja i prędkość pracy mają priorytet
13. Tokarka do produkcji seryjnej
Produkcja seryjna stawia inne wymagania niż praca jednostkowa w warsztacie. Kluczowe parametry dla tokarki produkcyjnej to: powtarzalność, szybkość ustawiania, trwałość prowadnic i możliwość pracy wielozmianowej.
Wymagania tokarki produkcyjnej
- DRO jako standard — przy produkcji seryjnej brak odczytu cyfrowego wydłuża czas ustawiania o 20–40%. Seria T085/400V, T094/400V i T095/400V to modele produkcyjne z DRO w wersji 400V
- Zasilanie 400V — przy pracy wielozmianowej silnik 230V przeciąża się termicznie. Silnik 400V ma wyższy współczynnik ciągłości pracy (duty cycle)
- Imak narzędziowy czteropozyc ```html
- Imak narzędziowy czteropozycyjny — umożliwia zamontowanie 4 noży jednocześnie i obrót do kolejnego narzędzia bez ponownego ustawiania. Przy produkcji elementów wymagających kilku operacji (toczenie zewnętrzne → planowanie czoła → podcięcie → gwintowanie) imak czteropozycyjny skraca czas cyklu o 30–50%
- Podtrzymka stała i ruchoma — przy toczeniu długich wałków (stosunek długości do średnicy L/D powyżej 5:1) konieczna jest podtrzymka zapobiegająca ugięciu detalu pod siłami skrawania. Brak podtrzymki przy L/D powyżej 7:1 powoduje drgania i falistość powierzchni toczonej
- Posuw automatyczny z wału pociągowego — przy toczeniu zgrubnym długich wałków posuw automatyczny zapewnia równomierny wiór i odciąża operatora. Przy posuwach ręcznych operator nie utrzymuje stałego posuwu przez całą długość przejścia — efekt: nierównomierność chropowatości powierzchni
- Chłodziwo z pompą i zbiornikiem — przy toczeniu stali S355 i nierdzewki bez chłodziwa nóż tokarski przegrzewa się po 2–3 minutach intensywnego skrawania. Chłodziwo (emulsja woda+olej) wydłuża trwałość płytki skrawającej 3–5-krotnie i poprawia chropowatość powierzchni
14. Tokarka precyzyjna i tokarko-frezarka
Tokarka precyzyjna
Tokarka precyzyjna to maszyna zoptymalizowana pod dokładność wymiarową poniżej 0,01 mm i chropowatość powierzchni Ra poniżej 1,6 μm. Charakteryzuje się: hartowanymi i szlifowanymi prowadnicami łoża (zamiast frezowanych), wrzecionem na łożyskach stożkowych klasy P4 lub P5, odczytem DRO i minimalną luzownością w prowadnicach sań.
W ofercie TOMNAR tokarki z serii T080/T085/T094/T095 z odczytem DRO osiągają dokładności wymiarowe w klasie IT7–IT8 (tolerancja ±0,01–0,025 mm) — wystarczające dla narzędziowni i serwisów precyzyjnych. Dla klasy IT6 i poniżej konieczna jest tokarka klasy narzędziowej z szlifowanymi prowadnicami i temperowanym łożem.
Modele najbliższe klasie precyzyjnej w TOMNAR:
Tokarko-frezarka FERVI – jedna maszyna zamiast dwóch
Tokarko-frezarka FERVI to rozwiązanie dla małego warsztatu wielofunkcyjnego, który potrzebuje zarówno toczenia jak i frezowania, ale nie ma miejsca ani budżetu na dwie osobne maszyny. Jedna obrabiarka łączy:
- Toczenie zewnętrzne i wewnętrzne — wrzeciono poziome z uchwytem trójszczękowym
- Frezowanie płaszczyzn i rowków — pionowa głowica frezarska z uchwytem wiertarskim lub oprawką na frez trzpieniowy
- Wiercenie osiowe i poza osią — za pomocą głowicy frezarskiej z posuwem pionowym
- Gwintowanie zewnętrzne i wewnętrzne — nożem tokarskim lub gwintownikiem w koniki
Ograniczenia tokarko-frezarki: mniejszy stół frezarski niż w dedykowanej frezarce, niższy moment toczenia niż w dedykowanej tokarce, konieczność przezbrajania między operacjami tokarskimi a frezarskimi. Dla warsztatu obsługującego duże serie frezowania lub toczenia dedykowane maszyny są zawsze lepszym rozwiązaniem. Dla warsztatu jednostkowego z różnorodnym profilem zleceń — tokarko-frezarka to kompromis ekonomiczny i przestrzenny.
Sprawdź dostępność: Tokarko-frezarka FERVI – TOMNAR
15. Materiały obrabiane na tokarce – stal, aluminium, mosiądz, żeliwo
Stal konstrukcyjna S235 i S355
Stal S235 to najłatwiejszy w toczeniu materiał stalowy. Miękka, dobra skrawalność, nie skleja się z ostrzem przy prawidłowej prędkości skrawania (60–120 m/min). Tworzy długie wióry — konieczne łamacze wiórów lub korekta geometrii płytki. Stal S355 jest twardsza (granica plastyczności 355 MPa vs 235 MPa) — wymaga niższej prędkości skrawania (40–80 m/min) i wyższego momentu tokarki. Przy toczeniu S355 zawsze stosuj chłodziwo — bez chłodzenia płytka skrawająca wyrabia się 3–5× szybciej.
Aluminium i stopy aluminium
Aluminium to jeden z najłatwiejszych materiałów do toczenia — niska twardość, doskonała skrawalność, wysokie prędkości skrawania (100–400 m/min). Główne wyzwania: aluminium skleja się z ostrzem (narośl na ostrzu = BUE) przy nieodpowiedniej geometrii płytki lub złej prędkości. Stosuj płytki z kątem natarcia +15° lub wyższym i prędkości powyżej 150 m/min — powyżej tej granicy BUE zanika. Stop aluminium 2017 (PA6) i 7075 są twardsze niż czyste Al 1050 — wymagają nieco niższych prędkości.
Mosiądz i miedź
Mosiądz (CuZn37, CuZn39Pb3) to materiał o doskonałej skrawalności — tworzy krótkie, łamliwe wióry bez konieczności stosowania łamaczy. Prędkość skrawania 60–200 m/min bez chłodziwa. Miedź jest trudniejsza w toczeniu niż mosiądz — plastyczna, skleja się z ostrzem i tworzy długie, zawijające wióry. Stosuj ostre ostrza z minimalnym promieniem naroża i wysoce dodatnim kątem natarcia.
Żeliwo szare
Żeliwo szare toczy się bez chłodziwa (tworzy suchy pył zamiast wiórów), ale wymaga szczelnej osłony na prowadnice tokarki — pył żeliwny jest ścierny i niszczy prowadnice przy braku ochrony. Prędkość skrawania 30–80 m/min. Przy toczeniu żeliwa zawsze stosuj ochronę dróg prowadnic i codziennie czyść maszynę z pyłu po zakończeniu pracy.
Stal nierdzewna AISI 304 i AISI 316L
Nierdzewka to najtrudniejszy standardowy materiał do toczenia. Wysoka tendencja do utwardzania się pod wpływem odkształcenia plastycznego (work hardening) — przy zbyt małej głębokości skrawania nóż ślizga się po utwardzonej warstwie zamiast skrawać. Zawsze stosuj głębokość skrawania minimum 0,1–0,15 mm, ostrą płytkę i chłodziwo. Prędkość skrawania: 40–80 m/min dla AISI 304, 30–60 m/min dla AISI 316L.
16. Narzędzia tokarskie i oprzyrządowanie
Noże tokarskie z płytkami wymiennymi (CNMG, TNMG, DCMT)
Współczesne tokarki warsztatowe i przemysłowe pracują z nożami tokarskimi z wymiennymi płytkami z węglika spiekanego (ang. indexable inserts). Płytka po stępieniu jednej krawędzi jest obracana do kolejnej — bez konieczności ostrzenia. Główne geometrie płytek stosowane w tokarkach warsztatowych:
| Geometria płytki | Kąt naroża | Zastosowanie | Materiał |
|---|---|---|---|
| CNMG 80° | 80° | Toczenie zewnętrzne zgrubne i półwykończeniowe | Stal, żeliwo |
| TNMG 60° | 60° | Toczenie zewnętrzne i wewnętrzne, kontury | Stal, aluminium, mosiądz |
| DCMT 55° | 55° | Toczenie wykończeniowe, kontury, małe promienie | Stal, aluminium, tworzywa |
| VCMT 35° | 35° | Toczenie precyzyjne konturów o małym promieniu | Aluminium, mosiądz, tworzywa |
| Nóż przecinak | N/D | Odcinanie elementów od pręta, rowki prostokątne | Stal, aluminium, mosiądz |
| Nóż gwintowniczy | 60° (metr.) / 55° (cal.) | Gwintowanie zewnętrzne i wewnętrzne nożem | Stal, mosiądz, aluminium |
Uchwyty tokarskie
- Uchwyt trójszczękowy samocentrujący — standard dla detali okrągłych i sześciokątnych. Szybkie mocowanie, automatyczne centrowanie. Dokładność bicia: 0,05–0,15 mm
- Uchwyt czteroszczękowy niezależny — do detali nieokrągłych (kwadratowych, prostokątnych, mimośrodowych). Każda szczęka regulowana niezależnie. Wyższe bicie niż uchwyt trójszczękowy — ale możliwość precyzyjnego centrowania detalu za pomocą czujnika zegarowego
- Uchwyt zaciskowy (tuleja zaciskowa ER) — do precyzyjnego mocowania prętów i wałków o dokładnej średnicy. Bicie poniżej 0,01 mm. Standard w produkcji seryjnej i toczeniu precyzyjnym
- Tarcza czołowa — do mocowania dużych, nieregularnych detali bezpośrednio na wrzecionie. Stosowana przy planowaniu dużych tarcz i kołnierzy
Konik i centrum tokarskie
Konik (ang. tailstock) to ruchomy wrzeciennik z kłem, podpierający drugi koniec długiego detalu przy toczeniu między kłami. Wyposażony w stożek Morse'a MT2,
MT3 lub MT4 (zależnie od modelu tokarki) do mocowania kłów obrotowych, wierteł centrujących, gwintowników i rozwiertaków.
- Kieł stały (martwy) — tańszy, ale generuje tarcie i ciepło przy wysokich prędkościach. Stosuj tylko przy niskich prędkościach i z smarowaniem
- Kieł obrotowy (żywy) — łożyskowany, obraca się razem z detalem. Standard przy toczeniu szybkim i długich elementach. Brak tarcia i ciepła generowanego przez kieł stały
- Wiertło centrujące — przed toczeniem między kłami zawsze wykonaj otwór centrujący wiertłem centrującym (A60° lub B60°) w koniku. Otwór centrujący jest podstawą wymiarową przy toczeniu między kłami
Podtrzymka stała i ruchoma
Przy toczeniu wałków o stosunku L/D powyżej 5:1 konieczna jest podtrzymka zapobiegająca ugięciu detalu:
- Podtrzymka stała — montowana na łożu tokarki, podpiera detal w jednym stałym punkcie. Stosowana przy toczeniu na końcu długiego wałka trzymanego w uchwycie
- Podtrzymka ruchoma (luneta) — montowana na saniach wzdłużnych, przesuwa się razem z nożem tokarskim wzdłuż detalu. Stosowana przy toczeniu na całej długości długiego pręta
17. Najczęstsze błędy przy zakupie tokarki
Błąd 1 – Za mała wysokość kłów nad łożem
Konsekwencja: detal o średnicy 280 mm nie zmieści się na tokarce z wysokością kłów 125 mm (max. Ø250 mm). Klient przynosi koło pasowe Ø270 mm — i nie możesz go obtoczyć.
Jak unikać: zmierz największy detal, który może trafić do Twojego warsztatu — nie ten, który toczysz teraz, ale ten, który może przyjść za rok. Dodaj 20% zapasu. Jeśli maksymalny detal to Ø200 mm — kup tokarkę z wysokością kłów minimum 120 mm (max. Ø240 mm).
Błąd 2 – Zakup tokarki 230V bez sprawdzenia bezpieczników
Konsekwencja: tokarka 230V / 1,5 kW przy rozruchu pobiera prąd szczytowy 20–25A. Standardowy bezpiecznik 16A wyłącza się przy każdym uruchomieniu tokarki. Konieczna wymiana bezpiecznika na 20A lub instalacja wyłącznika silnikowego z opóźnieniem rozruchowym.
Jak unikać: przed zakupem tokarki 230V sprawdź obwód elektryczny, do którego będzie podłączona. Tokarka 1,5 kW / 230V wymaga obwodu z bezpiecznikiem minimum 20A i przewodem 3×2,5 mm².
Błąd 3 – Pominięcie masy tokarki przy planowaniu warsztatu
Konsekwencja: tokarka z serii T085/T094/T095 waży 800–1500 kg. Standardowa posadzka betonowa w garażu (grubość 10 cm, beton C20/25) wytrzymuje obciążenie 400–600 kg/m². Tokarka powyżej 600 kg na posadzce garażowej może ją uszkodzić lub spowodować nierównomierne osiadanie maszyny — co bezpośrednio przekłada się na błędy toczenia.
Jak unikać: przy tokarkach powyżej 500 kg sprawdź nośność posadzki lub wykonaj fundament pod maszynę (płyta betonowa C25/30 grubości minimum 20 cm, zbrojona siatką Ø8 mm co 20 cm). Producent FERVI podaje wymagania fundamentowe dla modeli ciężkich w dokumentacji technicznej.
Błąd 4 – Brak chłodziwa przy zakupie tokarki do stali
Konsekwencja: toczenie stali S355 i nierdzewki bez chłodziwa niszczy płytki skrawające 3–5× szybciej. Przy produkcji seryjnej koszt płytek wzrasta o kilkaset złotych miesięcznie. Chropowatość powierzchni bez chłodziwa jest 2–3× wyższa niż z chłodziwem.
Jak unikać: kupując tokarkę do stali zawsze sprawdź, czy model ma wbudowany układ chłodziwa (pompę i zbiornik) lub możliwość jego doinstalowania. Modele FERVI z serii T085/T094/T095 mają układ chłodziwa w standardzie lub jako opcję.
Błąd 5 – Zakup tokarki bez skrzynki posuwów do gwintowania
Konsekwencja: toczenie gwintów bez skrzynki posuwów wymaga wymiany kół zmianowych przy każdej zmianie skoku gwintu. Wymiana kół zmianowych trwa 15–30 minut — przy produkcji różnorodnych gwintów jest to poważne ograniczenie.
Jak unikać: sprawdź, czy tokarka ma skrzynkę posuwów z tabelą gwintów. Wszystkie tokarki FERVI z serii z przekładnią zębatą i z DRO mają skrzynkę posuwów do gwintowania metrycznego w standardzie.
Błąd 6 – Niedoszacowanie wymaganej przestrzeni roboczej
Konsekwencja: tokarka z dystansem między kłami 1000 mm ma długość całkowitą ok. 1800–2200 mm. Do obsługi tokarki po lewej stronie (przy wrzecienniku) i po prawej (przy koniku) potrzeba minimum 1 m wolnej przestrzeni z każdej strony. Tokarka 2000 mm długości wymaga minimum 4000 mm wolnej przestrzeni wzdłuż osi — plus 800–1200 mm dostępu od frontu.
Jak unikać: przed zakupem narysuj rzut warsztatu w skali i nałóż obrys tokarki z wymaganymi strefami obsługi. Sprawdź, czy konik i długie wałki (dłuższe niż odległość między kłami) będą miały swobodny wysuw.
Błąd 7 – Pominięcie dokumentacji i instrukcji po polsku
Konsekwencja: tokarka bez polskiej instrukcji obsługi to problem przy szkoleniu nowych pracowników, przy ustawianiu gwintów i przy regulacji prowadnic. Dokumentacja po chińsku lub angielsku jest niewystarczająca w polskim warsztacie.
Jak unikać: przed zakupem zapytaj dostawcę o dostępność polskiej instrukcji obsługi. Tokarki FERVI dostarczane przez TOMNAR są dostarczane z dokumentacją techniczną i wsparciem technicznym w języku polskim.
18. Bezpieczeństwo pracy na tokarce
Tokarka to maszyna o najwyższym wskaźniku wypadków wśród obrabiarek warsztatowych — obracający się wrzeciennik, długie wióry i wysoka prędkość powierzchniowa tworzą poważne zagrożenia, które można wyeliminować przez właściwe procedury pracy.
Środki ochrony indywidualnej (OŚI) przy pracy na tokarce
- Okulary ochronne lub przyłbica — obowiązkowe. Wiór tokarski wylatujący z prędkością 5–15 m/s powoduje trwałe uszkodzenie wzroku. Okulary korekcyjne nie zastępują okularów ochronnych
- Zakaz rękawic roboczych — rękawice przy tokarce są śmiertelnie niebezpieczne. Obracający się wrzeciennik lub detal wciąga rękawicę i rękę operatora w ułamku sekundy. Absolutny zakaz stosowania rękawic przy obsłudze tokarki
- Obuwie z metalowym noskiem — toczone detale i uchwyty mogą spaść na stopę. Obuwie S1 lub S2 z metalowym noskiem jest obowiązkowe
- Odzież bez luźnych elementów — zakaz pracy w krawatach, szalach, luźnych rękawach i koszulach z mankietami. Luźne elementy odzieży wciągane są przez wrzeciennik identycznie jak rękawice
- Włosy upięte — długie włosy muszą być upięte lub schowane pod czapkę ochronną przy pracy na tokarce
Zasady bezpiecznej pracy na tokarce
- Nigdy nie mierz detalu przy obracającym się wrzecionie — zatrzymaj tokarkę, poczekaj na pełne zatrzymanie wrzeciona i dopiero wtedy przystąp do pomiaru suwmiarką lub mikrometrem
- Nie usuwaj wiórów ręką — długie wióry stalowe są ostre jak nóż. Usuwaj wióry hakiem do wiórów lub pędzelkiem. Nigdy ręką
- Sprawdź mocowanie uchwytu przed uruchomieniem — uchwyt trójszczękowy musi być dokręcony kluczem uchwytu we wszystkich 3 otworach. Po mocowaniu wyjmij klucz uchwytu — pozostawiony klucz wylatuje przy uruchomieniu wrzeciona
- Osłona wrzeciennika zamknięta podczas pracy — osłona przekładni i paska napędowego musi być zamknięta przy pracy. Otwarta osłona to zagrożenie wciągnięciem przez napęd
- Wyłącznik awaryjny dostępny — przed rozpoczęciem pracy sprawdź dostępność wyłącznika awaryjnego (grzybkowego). Wyłącznik awaryjny musi być w zasięgu ręki operatora w pozycji roboczej
19. Konserwacja tokarki – harmonogram czynności serwisowych
Czynności po każdym dniu pracy
- Oczyszczenie prowadnic łoża z wiórów i pyłu — wióry i pył ścierny na prowadnicach powodują przedwczesne zużycie powierzchni prowadzących. Użyj pędzelka i odkurzacza przemysłowego. Nigdy nie dmuchaj sprężonym powietrzem — pył wnika głębiej w szczeliny prowadnic
- Smarowanie prowadnic olejem maszynowym ISO VG 68 — nałóż cienką warstwę oleju na prowadnice łoża i sań po każdym oczyszczeniu. Prowadnice bez smaru przy kontakcie stal-żeliwo zużywają się 5–10× szybciej
- Kontrola poziomu chłodziwa — przy pracy z chłodziwem sprawdź poziom emulsji w zbiorniku. Uzupełnij wodą destylowaną (nie kranową — sole wapnia degradują emulsję)
- Oczyszczenie imaka narzędziowego — wióry i chłodziwo w gnieździe imaka powodują korozję i utrudniają precyzyjne ustawianie narzędzi
Czynności co tydzień
- Smarowanie osi konika — otwór smarowania olejem maszynowym ISO VG 68
- Kontrola luzu w saniach poprzecznych i wzdłużnych — luz powyżej 0,05 mm w saniach poprzecznych powoduje wibracje przy toczeniu wykończeniowym i błędy wymiarowe. Reguluj klinami sań zgodnie z instrukcją
- Kontrola napięcia paska klinowego (dotyczy modeli z napędem pasowym) — pasek ugina się o 10–15 mm przy nacisku palca w połowie rozpiętości. Zbyt luźny pasek ślizga się przy obciążeniu — zbyt napięty niszczy łożyska wrzeciona
- Czyszczenie filtra pompy chłodziwa — zatkany filtr ogranicza przepływ chłodziwa i powoduje przegrzewanie narzędzia
Czynności co miesiąc
- Wymiana lub filtracja emulsji chłodzącej — emulsja woda+olej po 3–4 tygodniach intens





